从钢带到CCS,这条线把电池模组做透了
 2
2 收藏
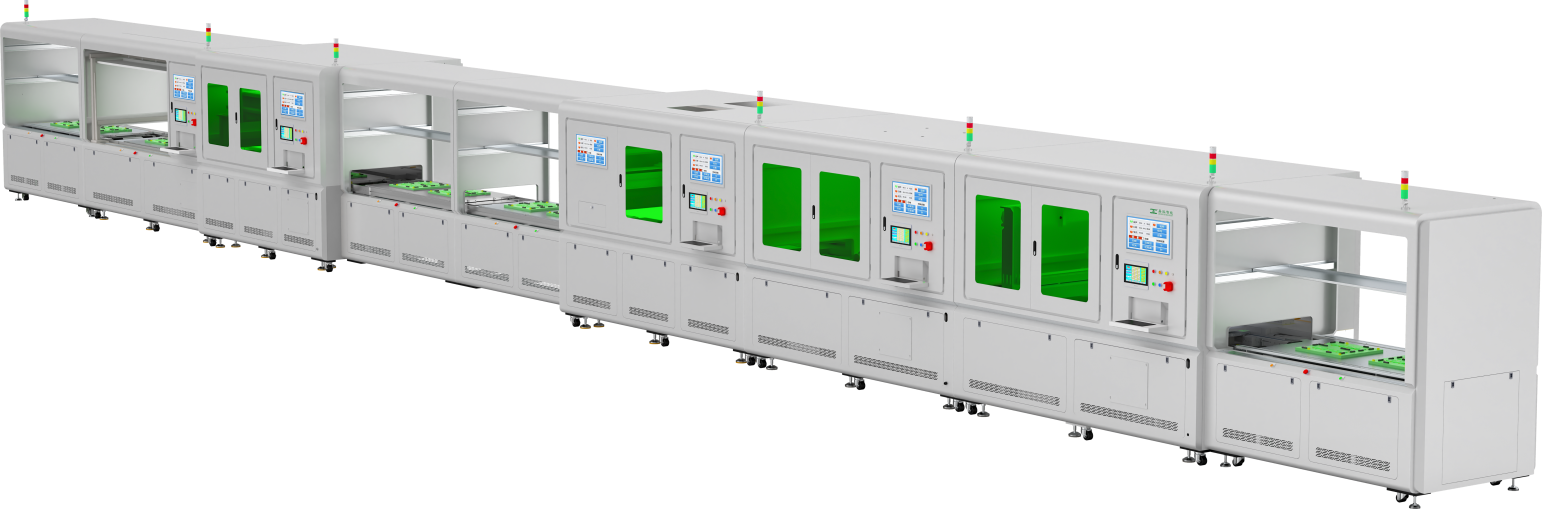
收藏在新能源行业飞速发展的今天,电池模组作为动力电池系统的核心组成部分,其生产效率、产品一致性以及自动化水平,直接决定了电池包的性能、成本和安全边界。近期,我们注意到一家在电池模组装备领域深耕多年的企业——嘉洛智能,其产品矩阵透露出一个清晰的信号:从最简单的固定结构件钢带,到复杂的信号采集组件CCS,一条围绕电池模组的“垂直整合型”技术路线已经跑通。很多人的印象里,电池模组生产就是电芯堆叠、焊接、测试几个大步骤。但真正深入产线会看到,仅模组内部的机械连接和电气互联,就涉及钢带成型、铝排焊接、绝缘耐压检测、FPC热压铆接等十几道工艺。过去,这些环节往往由不同设备商分段提供,产线碎片化严重,数据孤岛问题突出。而嘉洛智能的一体化思路,恰恰切中了这个痛点。先从最基础但容易被忽视的钢带说起。电池模组在工作时会持续振动、发热,如果没有高强度的外部约束,电芯之间的相对位移会直接导致极耳断裂或内阻升高。嘉洛智能的模组钢带成型自动化生产线,把原料开卷、冲切、穿套管、热缩、折弯、焊接、尺寸检测等动作整合在一台设备里完成。一个容易被低估的细节是,钢带的宽度和厚度兼容范围宽达10-30mm和0.5-2.0mm,长度可覆盖200-2200mm。这意味着,从小的圆柱电池模组到大型方壳电池模组,钢带的定制化生产可以在同一产线上快速切换。而且全自动数控系统保证了同一批次钢带的张力一致性,这在传统冲压加手工装配的模式下几乎做不到。再往上一个层级,电池模组内部除了钢带固定,还需要汇流排来实现电芯之间的串并联。嘉洛智能的CCS自动化生产设备,把铜铝排的激光焊接与FPC的信号采集功能集成到了一起。技术亮点在于两点:一是采用了磁悬浮电机多动子技术来实现自动多点脉冲热铆,传统热铆需要针对每款模组开一套昂贵的热铆模,而磁悬浮方案换型时无需换模,成本显著降低;二是双激光头焊接加上AOI视觉检测和综合电性能检测,焊接效率翻倍的同时,还能实时监控焊后质量。整线效率可以做到505个节拍每小时,这个数据在行业里属于第一梯队。光有钢带和CCS还不够,电池模组最终要成为完整的PACK包,中间还隔着电芯分选、堆叠、极性检测、激光清洗、铝排焊接等环节。嘉洛智能的方壳自动模组PACK线,把在线电芯分选和自动翻转贴胶做到了一个工位里。传统做法是电芯分选完后再拿去另一台设备上贴胶,搬运动作多,且容易损伤电芯表面。而在线分选加自动翻转,可以根据不同的模组配方自动选择涂胶面,减少了电芯的二次定位误差。整线效率12到15个PPM,而且生产参数可以直接上传到MES系统,这对于那些需要追溯每颗电芯焊接参数的整车厂和头部电池企业来说,是刚需。不同封装形式的电池,模组工艺差异很大。圆柱电池因为数量多、体积小,对效率和兼容性要求极高。嘉洛智能的圆柱自动模组PACK线,给出了振镜焊接和电阻焊接两种可选方案,兼容不同材料的电芯极柱。圆柱电芯的入支架环节很容易卡料,他们通过柔性化设计,让一条产线能兼容21700、32700、4680甚至46120等不同直径和高度的电芯。整线效率30到40个PPM,这个速度已经能满足大部分中大型圆柱模组的量产需求。软包电池则是另一条技术路线,极耳对齐和焊接是最大难点。嘉洛智能的软包半自动模组PACK线,在焊接双压头之间加入了距离可调设计,并且能自动检测焊接压头的实际压力,再加上焊缝焊中检测功能,可以实时判断焊接质量,避免极耳虚焊。效率10到12个PPM,对于软包模组来说属于均衡水平,但胜在稳定性和良品率。在进入模组组装之前,电芯本身的质量筛选至关重要。嘉洛智能开发了一整套电芯分选设备,覆盖圆柱、方壳和软包三种形态。圆柱电池分选机以40135为蓝本设计,但也兼容4680等大圆柱,分选档位通过软件设置,可以任意调整。方壳电芯OCV自动分选设备产能12个PPM,支持40K加1NG和80K加1NG两种规格。软包分选机则采用吸塑盘堆叠自动上料,同样是12个PPM。这些分选设备的作用是在电芯入模组前,把内阻和电压不一致的电芯剔除出去,从源头保证模组的一致性。盖板环节同样不容忽视。锂电池盖板氨检漏测电性能贴膜一体机,把光纤激光打码、氦气检漏、复检、电性能测试、尺寸检测、贴膜、自动装盘全部整合在一台设备里。盖板是电池密封和安全的关键,氦检漏是最严格的密封性测试方法之一。嘉洛智能把氦检和电性能测试、贴膜放在一个工站,减少了盖板在不同设备之间的流转次数,也就降低了磕碰和二次污染的风险。工作节拍从1000到1800以上有三个规格可选,覆盖了主流方形和圆柱盖板的尺寸。半自动电芯包蓝膜机则是一款看似简单但技术含量不低的设备。方形铝壳电池的宽面和窄面以及底部顶部,需要包一层蓝色绝缘膜。问题在于,电池大面在生产过程中难免会有一定程度的凹陷或不平整,如果包膜机构是刚性的,就容易起泡或褶皱。嘉洛智能的解决方案是采用柔性压膜机构,换型时不用更换夹具,单台设备产能4到6个PPM,故障率控制在百分之二以下,实验室环境耐受零下10度到45度,这个可靠性指标对产线连续运转很关键。配件产品方面,嘉洛智能自己也做钢带、铝型材端板和集成母排。钢带常用201、301、304不锈钢,经过冲孔、折弯、焊接再加上热缩管保护。铝型材端板采用6063-T5铝合金,不仅起固定作用,还参与热管理,利用铝的良好导热性把电池运行中的热量散发出去。集成母排分为线束型(传统线束连接)和FPC型(柔性电路板连接),后者更轻、更薄、自动化装配程度更高,正在成为主流趋势。嘉洛智能可以根据客户需求开模定制,这种从设备到核心结构件的垂直整合能力,在设备商中并不多见。客观来看,嘉洛智能的技术路线有几个值得行业借鉴的思维。第一,从钢带到CCS再到整条PACK线,他们覆盖了模组内部机械固定、电气连接、信号采集三大功能层,客户可以分段采购,也可以整线采购,灵活性很高。第二,视觉检测不是孤立存在的,而是渗透到每一个关键工位,比如CCS装配中的防错视觉、激光焊接后的AOI检测、盖板尺寸检测等,形成了一套在线质量控制闭环。第三,数据上传MES变成了标配,这在很多同行那里还是选配功能,但对于要申报灯塔工厂或做全生命周期追溯的客户来说,数据化是基本门槛。为了更直观地理解这种“从钢带到CCS,把模组做透”的思路,我们可以看三个不同行业的案例。第一个案例来自消费电子行业。某头部手机品牌的电池模组供应商,早期分散向五家设备商采购钢带机、铝排焊接机、点胶机、测试机和装配线,结果是设备通信协议不统一,换型号时需要五个厂家同时到场调试,一次换型停产两天。后来他们引入嘉洛智能的模组钢带线和CCS线,钢带成型和CCS热铆实现数据互通,换型时间压缩到四小时。这个案例说明,当电池模组的机械件和电气件在设备层面被整合后,柔性生产能力的提升是指数级的。第二个案例来自储能行业。一家主攻工商业储能柜的企业,早期采用人工加半自动设备组装电池模组,钢带是外购标准件再自己穿热缩管,CCS是人工焊接FPC和铝排。结果一个批次500个模组,下线测试发现二十个出现绝缘耐压不合格,拆解发现都是钢带毛刺刺穿了热缩管,还有CCS虚焊。用上嘉洛智能的钢带自动线和CCS自动线后,钢带冲切后增加去毛刺和视觉检测,CCS焊接采用双激光头和压力实时监控,不良率降到千分之三以下。对于储能模组这种量大面广、长期运行的产品来说,设备带来的工艺稳定性直接换成售后成本的下降。第三个案例来自低速电动车领域,也就是常说的电动两轮车和三轮车。这个行业对成本极度敏感,电池模组往往不用复杂的CCS,只用钢带加简单的汇流排。但问题是电池规格极多,从18650到32135,从软包到小方壳,产线如果不够柔性就无法盈利。有一家企业在江苏徐州的生产基地引入了嘉洛智能的圆柱分选机和半自动包膜机,分选机通过软件设置分档档位,包膜机换型不换夹具,同一周内生产了32700磷酸铁锂和4680钠离子两种完全不同体系的模组。这个案例的启示是,把产线做“透”,不一定是把所有自动化堆到最高,而是在关键环节做到高度柔性,让中小批量多品种的生产也能盈利。当然,也必须指出嘉洛智能目前产品体系中一些可能存在的挑战。比如方壳模组PACK线标注的整线效率12到15PPM,在行业里属于主流偏上的水平,但和某些欧洲装备商宣称的20PPM以上还有差距。不过欧洲设备的价格通常是国内的两到三倍,且售后响应慢。对于国内多数电池企业和整车厂来说,12到15PPM配合更快的交付周期和更低的首期投入,综合性价比更高。另外,软包模组线只有半自动版本,全自动软包线仍是业内普遍难题,因为极耳太软,自动上料和定位的失败率远高于方壳和圆柱,这一点嘉洛智能选择半自动方案其实是务实的。从行业趋势看,未来电池模组的设计会向更大尺寸、无模组化和全极耳三个方向演进。嘉洛智能现有的钢带成型线兼容长度2200毫米的钢带,已经覆盖了长刀片电池模组的需求。CCS设备用磁悬浮多动子替代传统热铆模,本质上是为无模组电池包中越来越复杂的信号采集组件做技术储备,因为无模组方案下CCS体积更大、铆点更多,换模成本会高到无法接受。圆柱线兼容4680和46120,这两个尺寸正是全极耳大圆柱的主流规格。从这些布局来看,嘉洛智能对技术路线的预判比较准确,不是盲目追新,而是围绕现有工艺痛点做工程化落地。落到投资视角,嘉洛智能目前不在A股上市公司名单中,但它的客户群体覆盖了国内多家头部电池企业和新能源汽车厂商。对于关注新能源装备赛道的投资者来说,可以从两个角度跟踪这类公司的价值。一方面,观察其钢带线和CCS线在头部客户产线中的渗透率,这两类设备虽然单价不如整条PACK线高,但属于耗材属性强的刚需设备,有持续的替换和升级需求。另一方面,关注其MES数据对接能力,在工业互联网和数字工厂的大背景下,设备的数据接口开放程度和协议兼容性,正在成为客户选择供应商的一个重要隐性指标。整体来看,嘉洛智能用钢带和CCS这两个看似传统的切入点,把电池模组从机械固定到电气互联再到信号采集的全流程串了起来。它没有追求某一个单机设备的极限速度,而是在多个关键工序上做深做透,并赋予产线柔性换型和数据上行的能力。对于正在寻求降本增效和供应链自主可控的电池制造行业来说,这种“小而全、精而活”的设备供应商,反而可能比大而全的综合巨头更能快速响应一线工艺改进的需求。从钢带的精确成型到CCS的智能焊接,再到电芯分选和盖板检测的一体化整合,嘉洛智能展示了一条清晰的路径:不贪大求全,但求把电池模组的每一个连接点、每一个固定面、每一个信号通道都做到可控制、可追溯、可柔性切换。这条线,确实把电池模组做透了。
免责声明
用户在本社区发表的所有信息仅代表个人观点,与本网站立场无关,不对您构成任何投资建议。用户应基于自己的独立判断,自主做出决策,自行承担风险和损失。九方智投提醒您,市场有风险,投资需谨慎。





 沪公网安备31011802005267号
联系电话:400-719-8899
投诉电话:021-20289058
沪公网安备31011802005267号
联系电话:400-719-8899
投诉电话:021-20289058